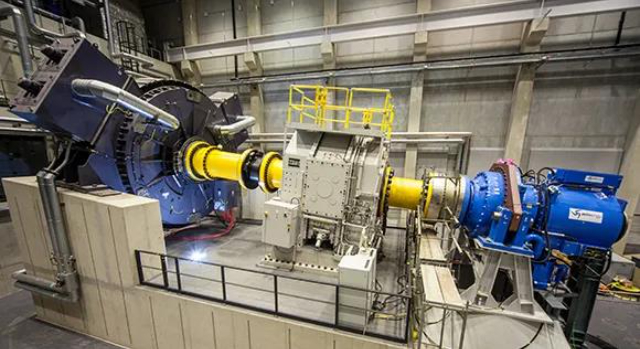
針對汽車傳動系統的零部件異響檢測,往往需要在底盤測功機上進行。當車輛在測功機上模擬不同車速行駛時,傳動軸、半軸等旋轉部件若存在動平衡偏差,會在特定轉速下產生周期性異響,比如高速行駛時的 “嗚嗚” 聲。檢測人員會通過振動傳感器捕捉傳動軸的振幅,結合異響頻率計算不平衡量,為后續的校正提供數據支持。汽車密封件的異響檢測需考慮環境因素的影響。車門密封條、天窗膠條等部件在長期使用后,若出現老化或安裝錯位,車輛行駛時會因氣流沖擊產生 “口哨聲”,尤其在高速行駛時更為明顯。檢測人員會在風洞中模擬不同風速和風向,使用壓力傳感器檢測密封件的貼合度,同時記錄異響產生的風壓條件,確定密封失效的具**置。車間內,技術人員全神貫注地進行異響下線檢測,依據車輛運行時的聲音特征,仔細甄別是否存在異常響動。EOL異響檢測檢測技術

主觀評價在汽車零部件異響和 NVH 檢測中具有不可替代的作用,畢竟駕乘人員的主觀感受是衡量汽車 NVH 性能的**終標準。專業的 NVH 評價團隊會在不同工況下對車輛進行試駕,從噪聲的響度、音調、音色,振動的強度、頻率、方向等多個維度進行主觀打分和評價。同時,收集普通消費者的反饋意見,將主觀評價結果與客觀測試數據相結合,***評估汽車的 NVH 性能。例如,對于車內噪聲,主觀評價會關注噪聲是否會引起駕乘人員的煩躁感,是否影響車內交談清晰度等;對于振動,會評價振動是否會導致身體不適,是否影響駕駛操作穩定性等。通過主觀評價與客觀測試的相互補充,能夠更精細地發現汽車零部件的異響問題,為 NVH 優化提供更具針對性的方向,提升汽車的整體舒適性 。上海功能異響檢測方案針對機械總成,下線檢測時模擬實際工況運轉,借助聲音采集系統捕捉異常聲音變化。

懸掛下擺臂異響檢測需分步驟排查。車輛在顛簸路面行駛時,若 “咯吱” 聲隨路面粗糙度增加而加劇,需用舉升機升起車輛,用撬棍撬動下擺臂與車架連接點,感受是否有間隙。拆卸下擺臂后,檢查膠套是否有裂紋或老化,用硬度計測量膠套硬度, Shore A 硬度低于 60 即為失效。同時測量下擺臂球頭間隙,用百分表抵住球頭銷,左右晃動的間隙應小于 0.3mm,超差需更換球頭總成。安裝新件時需使用**工具壓裝膠套,避免敲擊導致膠套損壞,緊固螺栓需按順序分三次擰緊至規定扭矩(45-50N?m)。
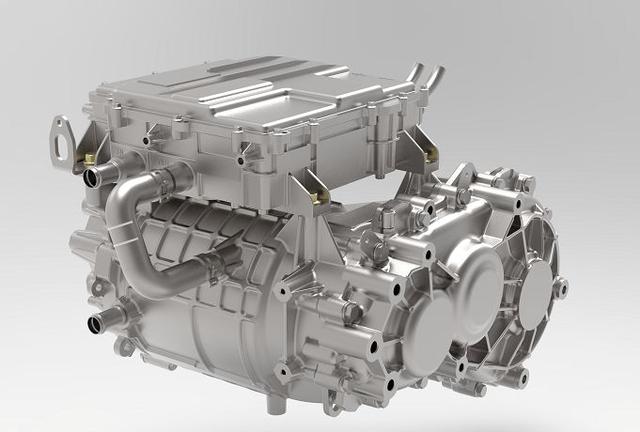
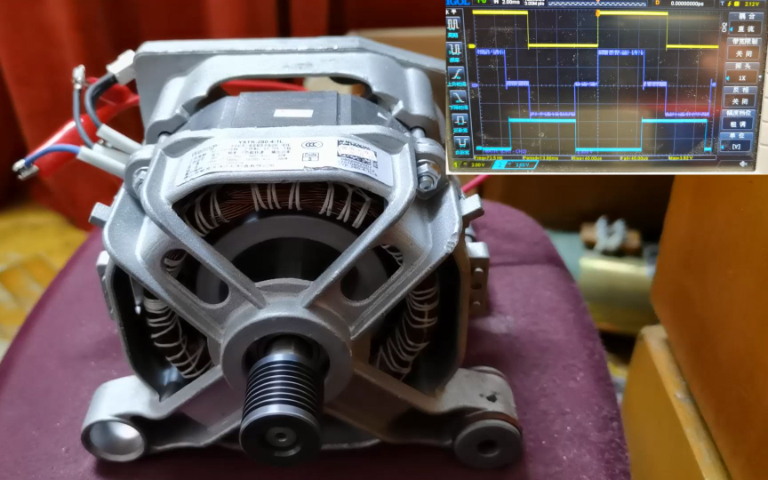
新能源汽車的電機及電控系統異響檢測有其特殊性。電機運轉時的 “高頻嘯叫” 可能與定子繞組的電磁振動相關,而電控系統的繼電器吸合異響則可能暗示接觸不良。檢測過程中,會通過頻譜分析儀分離電機噪音與異響頻率,對比電機轉速、電流等參數的變化規律,判斷是機械部件磨損還是電子元件故障。汽車零部件異響的耐久性檢測需要通過長期路試完成。部分零部件的異響并非在出廠時立即顯現,而是在經歷一定里程的行駛后才出現,比如輪胎花紋磨損不均導致的 “偏磨異響”、安全帶卷收器彈簧疲勞產生的 “卡頓聲” 等。檢測團隊會定期記錄車輛行駛中的異響變化,結合零部件的損耗程度,分析異響與使用壽命的關聯,為零部件的耐用性優化提供依據。多維度的異響下線檢測技術從聲音的頻率、強度、持續時間等多個維度進行綜合評估,提高檢測結果的準確性。

車身結構的完整性與 NVH 性能密切相關,車身異響往往是車身結構問題的外在表現。當車身剛度不足、焊點松動、密封膠條老化或內飾部件裝配不當,車輛在行駛過程中因振動和變形會引發車身部件之間的摩擦、碰撞,產生 “吱吱”“嘎吱” 等異響。在 NVH 檢測時,可采用車身模態分析技術,通過對車身施加激勵,測量車身各部位的振動響應,獲取車身的固有頻率和振動模態,評估車身結構的動態特性。利用聲學相機對車身進行噪聲源定位,直觀顯示車身異響的位置。同時,檢查車身密封膠條的密封性,確保車身的隔音性能。針對車身異響問題,可通過加強車身結構、優化焊點布局、更換密封膠條和改進內飾裝配工藝等措施,提升車身的 NVH 性能 。在品質管控環節,對發動機組件進行的異響異音檢測測試尤為關鍵,不放過任何一個可能影響性能的細微聲響。EOL異響檢測檢測技術
在新品試用階段,收集用戶反饋后,研發人員再次對產品進行針對性的異響異音檢測測試,力求盡善盡美。EOL異響檢測檢測技術
發電機異響檢測需結合電氣參數與機械檢查。怠速狀態下,發電機部位 “沙沙” 聲可通過聽診器確認,同時用萬用表測量輸出電壓,正常應在 13.5-14.5V,若波動超過 ±0.5V,需檢查碳刷。拆卸發電機后,測量碳刷長度,剩余長度低于 5mm(原長 12-15mm)需更換。用千分尺測量轉子軸承內徑與軸頸間隙,正常應在 0.02-0.05mm,超差需更換軸承。同時檢查整流器二極管導通性,用萬用表二極管檔測量,正向導通電壓應在 0.5-0.7V,反向應截止,否則為二極管損壞。檢測后需進行動平衡測試,確保發電機運轉時振幅小于 0.05mm。EOL異響檢測檢測技術