內飾件的異響檢測需兼顧靜態與動態場景下的表現。在車輛靜止時,技術人員會用手輕推中控臺兩側,觀察是否與車身框架產生摩擦,按壓空調控制面板的各個按鈕,感受按鍵行程是否順暢,有無卡滯異響。當車輛行駛在顛簸路面時,會重點關注儀表臺與前擋風玻璃的貼合處,若出現 “滋滋” 的摩擦聲,可能是密封膠條老化或卡扣松動;**扶手箱在急加速、急減速時,若發出 “咯噔” 聲,往往是內部阻尼器失效。車頂內飾的檢測也不容忽視,通過按壓天窗遮陽簾的不同位置,判斷卷軸機構是否卡頓,晃動車內后視鏡,檢查底座與前擋風玻璃的固定情況。這些內飾件雖不影響車輛性能,但異響會直接降低駕乘舒適度,因此檢測標準同樣嚴苛。電子產品下線前,在模擬工作環境中,監測其運行聲音,依據預設標準判斷是否存在異常響動。上海旋轉機械異響檢測臺

底盤減震器異響檢測需結合路況模擬與部件檢測。先讓車輛以 20km/h 速度通過高度 8cm 的減速帶,用錄音設備采集底盤聲音,通過頻譜分析儀識別 “咚咚” 聲的頻率范圍,正常減震器工作噪音應低于 60dB,異常聲響多集中在 80-100dB。隨后拆卸減震器,按壓活塞桿檢查回彈速度,標準狀態下應在 3-5 秒內平穩回彈,若出現卡頓或回彈過快,說明減震器阻尼失效。同時檢查減震彈簧是否有裂紋,并用游標卡尺測量彈簧自由長度,與原廠值偏差超過 5mm 需更換。檢測后需按規定扭矩(通常 25-30N?m)安裝減震器,避免因緊固不均引發新的異響。上海汽車異響檢測檢測技術為提升產品可靠性,企業引入前沿的異響下線檢測技術,從多維度分析聲音特征,杜絕有異響車輛流入市場。

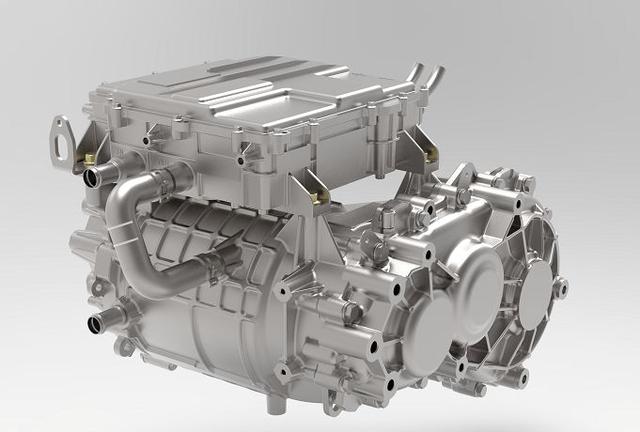
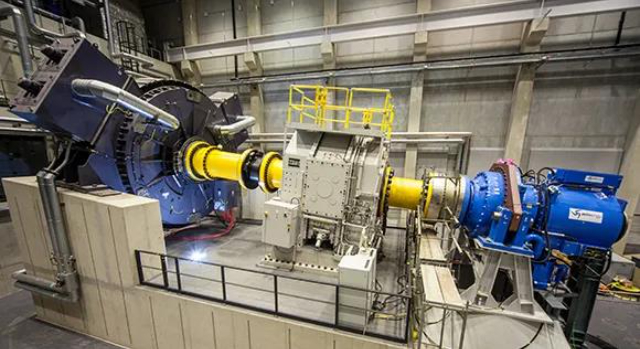
變速箱作為動力傳輸的關鍵部件,其異響問題不容忽視。當變速箱內部齒輪磨損、軸承損壞或同步器故障時,會產生異常噪音。例如,齒輪嚙合不良會發出 “咔咔” 聲,尤其在換擋過程中更為明顯;軸承磨損則可能導致 “嗡嗡” 的連續噪聲。從 NVH 角度看,變速箱工作時的振動與噪聲不僅影響駕駛舒適性,還可能反映出內部部件的潛在故障。檢測時,可利用專業的變速箱 NVH 測試臺架,模擬不同工況下變速箱的運行狀態,測量輸入軸、輸出軸及箱體等部位的振動響應,結合油液分析技術,檢測變速箱油中的金屬碎屑含量,輔助判斷內部零部件的磨損程度,精細定位異響根源,為維修和改進提供有力支持 。
空調外機的下線異響檢測考慮了不同環境適配性。檢測艙能模擬高溫、高濕等氣候條件,外機在不同工況下運行時,麥克風陣列捕捉壓縮機、風扇的聲音。系統特別針對安裝場景優化了算法,能識別出可能在用戶家中出現的共振異響 —— 比如外機與支架的接觸異響,這種異響在車間檢測時易被環境音掩蓋,通過模擬安裝狀態得以精細識別,減少了用戶安裝后的投訴。醫療器械的下線異響檢測以 “靜音安全” 為**標準。輸液泵、呼吸機等設備下線后,檢測系統在超靜音環境中采集運行聲音,不僅要識別機械部件的異響,還要確保聲音不會干擾患者休息。比如針對呼吸機的檢測,會重點關注氣閥開關的異響、渦輪風扇的氣流聲,確保所有聲音在 30 分貝以下。一旦出現異常,會追溯至零部件采購環節,曾有批次氣閥因異響被退回供應商,從源頭保障了醫療設備的使用體驗。產品下線檢測時,技術人員手持便攜聲學檢測儀器,圍繞產品移動,快速定位異響部位。

在汽車總裝車間的下線檢測環節,零部件異響檢測是關鍵步驟之一。檢測人員會駕駛車輛在模擬不同路況的測試跑道上行駛,仔細聆聽來自車身各部位的聲音 —— 無論是急加速時變速箱傳來的頓挫異響,還是過減速帶時底盤發出的松動聲,都需要被精細捕捉。一旦發現異常,檢測團隊會立即通過**設備定位聲源,排查是零部件裝配誤差還是自身質量問題。汽車內飾件的異響檢測往往需要在靜音室內進行。由于內飾覆蓋件多為塑料、織物等材質,在溫度變化或車輛震動時,不同部件的接觸面容易產生摩擦異響,比如儀表臺與 A 柱飾板的縫隙處、座椅調節機構的金屬連接件等。檢測人員會使用聲級計和麥克風陣列,將異響頻率與預設的標準頻譜對比,哪怕是 0.5 分貝的異常波動也能被識別。異響下線檢測技術融合了振動檢測與聲音識別技術,對車輛下線時的復雜工況進行監測,確保檢測無遺漏。上海汽車異響檢測檢測技術
異響下線檢測技術通過對聲音信號的實時監測與分析,快速判斷車輛是否存在異常,確保生產節奏不受影響。上海旋轉機械異響檢測臺
發動機氣門異響檢測需結合工況與專業工具協同操作。首先啟動發動機至怠速狀態,用機械聽診器依次貼附缸蓋兩側氣門室罩位置,若捕捉到 “嗒嗒” 聲,緩慢提高轉速至 2000 轉 / 分鐘,觀察聲音是否隨轉速升高變密集。同時使用紅外測溫儀監測氣門挺柱區域溫度,若某一缸對應位置溫度異常偏高,可初步判斷為該缸氣門間隙過大。進一步檢測需拆解氣門室罩,用塞尺測量氣門間隙值,對比原廠標準數據(通常進氣門 0.2-0.25mm,排氣門 0.25-0.3mm),超出范圍則需調整挺柱或更換氣門組件。整個過程需避免在發動機高溫狀態下操作,防止部件變形影響檢測精度。上海旋轉機械異響檢測臺