為滿足我國裝備制造業對金屬熔煉冶金人才的迫切需求,應中國二重、東方汽輪機等國家支柱企業要求于2007年首先開辦訂單班開始,于2009年學院正式申報開設了冶金技術專業,是全國千余所高職高專學校中***開辦面為裝備制造業培養金屬冶金人才的院校。裝備制造業對金屬材料冶金人才的需求量很大,也是保證我國裝備制造質量和水平的基礎,畢業生需求量大、供不應求,就業單位絕大多數為國營重大裝備制造企業,具有良好的就業前景和發展前景。該專業依托學院的基礎實訓條件、與中國二重、東方集團的先進生產技術、先進設備和生產工藝相結合,緊跟冶金技術發展,形成了獨具特色的專業。擁有一支“雙師型”特色突出的師資力量,是全國機械職業教育材料工程類專業教學指導委員會副主任單位,是**財政支持的國家示范建設專業集群專業。采用壓熔錨合雙金屬冶金復合技術,將兩者結合為一體,既能防止腐蝕,又耐受高溫。不腐蝕雙金屬冶金復合鋼管板材

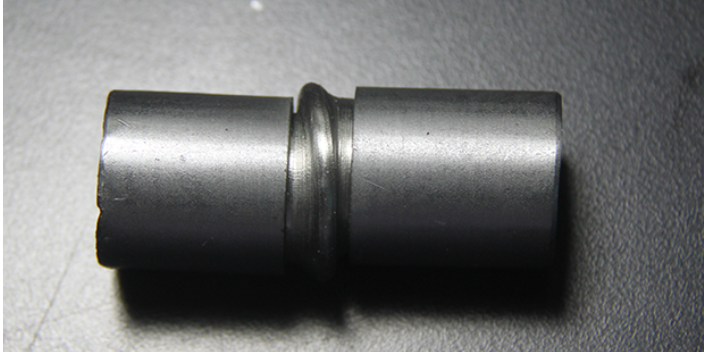
壓熔錨合的成形過程——內管的處理1.清理:?***內管外表面上的油污、臟污等。2.鈍化:?將內管進行鈍化處理,形成鈍化膜。3.去氧化:?將氧化鉻還原成鉻。4.晶粒細化:?脫氧處理后,進行晶粒細化,用稀土及強脫氧劑混合,在特定溫度、壓力下進行。5.楊梅狀合金組織:?在上述以后,經與氧化層和Fe反應,合金表面去Fe保留合金,形成的合金組織,呈現楊梅狀。壓熔錨合的成形過程——穿管冷拔1.穿管:?將內管穿入加熱的基管中。2.縮頭:?將穿好的鋼管進行縮口變形。3.冷拔?將管坯進行縮徑拉拔,管坯在夾頭的作用下,通過成形模具,內外管同時發生縮徑變形,進而實現兩種金屬的過盈配合,形成天陽特有的精密機械復合。4.切頭?將管頭切掉,保持鋼管端口平整。不腐蝕雙金屬冶金復合鋼管需求將成為未來金屬復合管研究和制造的主流。

冶金復合的主流生產工藝有熱擠壓復合、熱軋復合、離心鑄造復合、焊接復合、粉末冶金復合、堆焊復合等工藝。其機理可分為熔融結合與擴散結合兩類:?熔融結合即內、外管材料的熔融金屬在液相混合凝固而形成冶金結合。?擴散結合即在較高的溫度下,使內、外材料產生較大的塑性變形,金屬越過結合界面進行擴散而形成冶金結合。復合管的界面形成冶金結合后,具有良好的工藝性能,可以任意變形加工,如現場切割,開孔,焊接、彎曲和加工管件等等。因此我們認為隨著社會需求越來越大,冶金結合式復合管會以優良的綜合性能將被***使用,將成為未來金屬復合管研究和制造的主流。
雙金屬復合鋼管的冶金復合:雙金屬復合鋼管的冶金復合是用復合、堆焊、雙熔體工藝復合而成。其特征是兩復合界面是冶金熔合在一起。特征:復合界面帶寬、熔合兩種金屬;復合牢固;導熱、導音、導電沒有界;冷熱縮脹一致。這工藝復合的雙金屬管,英國早在1967年開始試驗,成功地開發了T310不銹鋼外層和125號鋼為內層得雙金屬管等。滿足電力和紙漿工業所需的高溫強度,耐腐蝕性能。全世界的鍋爐制造商對雙金屬管作為先進裝置的過熱材料感興趣(這種裝置80~89kg/mm的高壓和593~650°C的高溫運行)。1976年開始在發電鍋爐中安裝這種雙金屬管,解決了鍋爐管外部爐邊腐蝕問題,其耐腐蝕能力可提高2~4倍。采用壓熔錨合雙金屬冶金復合技術。

發展前景鋼產量的指標,當然可以作為衡量一個國家經濟發展水平的重要參數,但產量高并不意味著我們就是鋼鐵冶煉的強國。因為,每年我們還要進口不少特種鋼材。在特種鋼材冶煉技術上同先進國家的差距,表明我們冶金工程的發展水平并不高。要改變這種狀況,促進國家從產鋼大國變為鋼鐵強國,就要加大冶金技術人才的培養。所以,冶金工程具備很大的發展潛力。考生可以把握住這個機會,為國家的冶金技術貢獻力量,實現自己的人生價值。具有優異的整體機械性能。不腐蝕雙金屬冶金復合鋼管需求
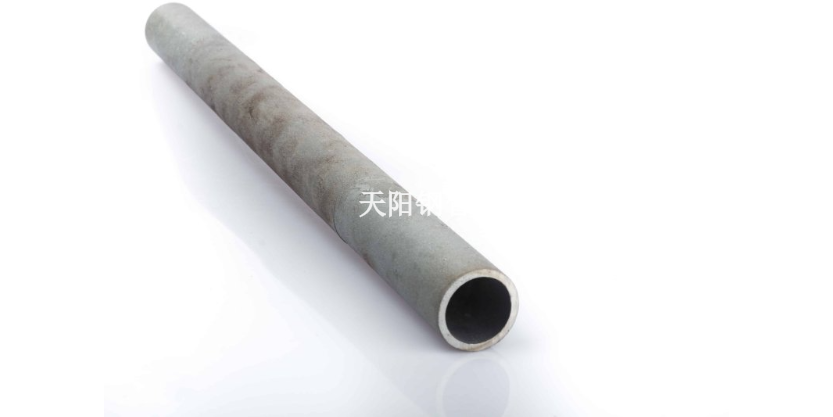
雙金屬復合管內層使用T2紫銅管。不腐蝕雙金屬冶金復合鋼管板材
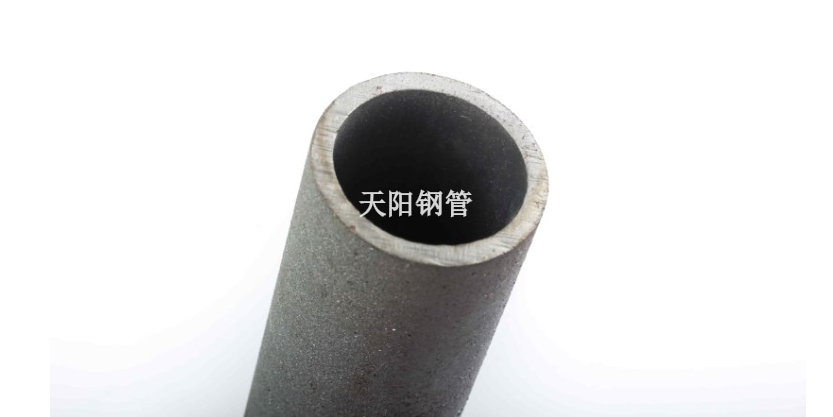
雙金屬復合管是在碳鋼/合金鋼無縫鋼管復合上一層薄壁耐蝕合金,耐蝕金屬可根據腐蝕環境選擇,常選用不銹鋼316L、鎳基合金825、625等。雙金屬復合管將材料優勢相結合,發揮出了基管**度和內管耐腐蝕性的兩大優點。提高了管道安全級別,延長了管道壽命。由于減少了耐蝕合金管材的用量,成本將***降低。在復合管的制造方法及其生產工藝方面,雙金屬復合管根據外管與內管的結合形式可分為:機械復合和冶金復合兩大類,對應生產出機械復合管和冶金復合管。不腐蝕雙金屬冶金復合鋼管板材