- 品牌
- NINEBOT
- 型號
- 齊全
- 類型
- 鋁板材,鋁帶材,鋁排材,鋁箔材,鋁管材,鋁線材,鋁粒
- 加工工藝
- 擠壓錠
太陽能鋁邊框具有的性能。1、抗拉強度和屈服點。屈服點高可以減小型鋼構件截面,減輕結構自重,節約鋼材,降低整體項目造價。太陽能鋁邊框的抗拉強度高可以增加結構的整體安全儲備,提高結構的可靠性。光伏鋼結構用鋼還應該易于購買,生產,當然了價格優惠也是很重要的。2、加工性能。良好的加工性能包括冷加工性能、熱加工性能和可焊性。光伏鋼結構所采用的鋼材不但要易于加工成各種形式的結構和構件,而且還需要這些結構和構件不因加工造成強度、塑性、韌性以及耐疲勞性能過大的不利影響。3、使用壽命。由于太陽能光伏系統的設計使用壽命都在20年以上,故而良好的防腐蝕性能也是衡量支架系統好壞的重要指標。如果支架壽命短,勢必影響整個結構的穩定性,導致投資回收期延長而降低整個項目的經濟效益。太陽能鋁邊框更適合現場安裝,也可以節約鋼材。氧化膜太陽能鋁邊框公司
太陽能鋁邊框可以采用塑鋼代替鋁合金嗎?有人說既然門窗可以用塑鋼來代替鋁合金,為什么太陽能鋁邊框不能采用塑鋼型材呢?我們來探討一下塑鋼和鋁合金的區別。1、鋁合金的主要成分是鋁,而塑鋼的主要成分是PVC。鋁合金的強度遠高于PVC,抗風壓能力比塑鋼要高兩個等級,太陽能鋁邊框是完全暴露在室外的,而且周圍沒有任何遮擋,所以鋁合金更適合。2、再來說說他們的密度,塑鋼雖然主要成分是pvc,但密度大,而且中間還有鋼襯,所以相同大小的塑鋼邊框要比鋁合金邊框重很多,無形中會增加很多運輸成本。而且現在的光伏組件越做越大,如果邊框再加大重量的話會很大方面增加安裝難度。電池板太陽能鋁邊框直銷太陽能鋁邊框裝框的材料直接推入時效爐,保溫2小時以上。

太陽能鋁邊框為什么要陽極氧化預處理?不同尺寸和規格的產品可以按照客戶的圖紙或樣品來生產。太陽能鋁邊框就是鋁棒通過熱熔、擠壓、從而得到不同截面形狀的鋁材料。鋁型材的生產流程主要包括熔鑄、擠壓和上色三個過程。其中,上色主要包括:氧化、電泳涂裝、氟炭噴涂、粉末噴涂、木紋轉印等過程。以前是用堿浸蝕法可以達到啞光表面,但過度浸蝕會讓使鋁型材損耗很大,一般只有3%到5.5%左右,不但增加成本,還會引起的環境問題,雖然形成啞光表面,但同時暴露型材自身缺陷。歐洲國家推出的機械處理法,又叫機械浸蝕法,不但可以有效的去除條紋、操作控制成本低、質量穩定,而且環境保護效果好。
太陽能鋁邊框為什么要陽極氧化預處理?陽極氧化是太陽能鋁邊框的一種電解氧化進程,在該進程中,鋁和鋁合金的表面一般會轉化成一層氧化膜,這層氧化膜具有保護性、裝修飾品性以及一些其他的功用特性,而陽極氧化預處理目的是為了有利于優異陽極氧化膜的形成,處理掉表面上的油脂和雜質、自然氧化膜,可以讓鋁型材的表面潔凈,還有就是我國的一些用戶用戶為了達到美觀表面,還要求篩除擠壓條紋等。太陽能鋁邊框屬于鍍膜技術它是在常規鍍鈦工藝基礎上增加預鍍和電鍍工藝步驟,預鍍工藝是將活化后的鍍件置于食鹽和鹽酸的水溶液中進行化學處理。太陽能鋁邊框以氧化成不同的顏色,表面同時也可以做噴涂處理。包裝方式:紙箱或托盤包裝,也可以根據客戶的要求來包裝。太陽能鋁邊框盡量讓供應商本廠車輛送貨,低于核算成本價的就不用考慮了。

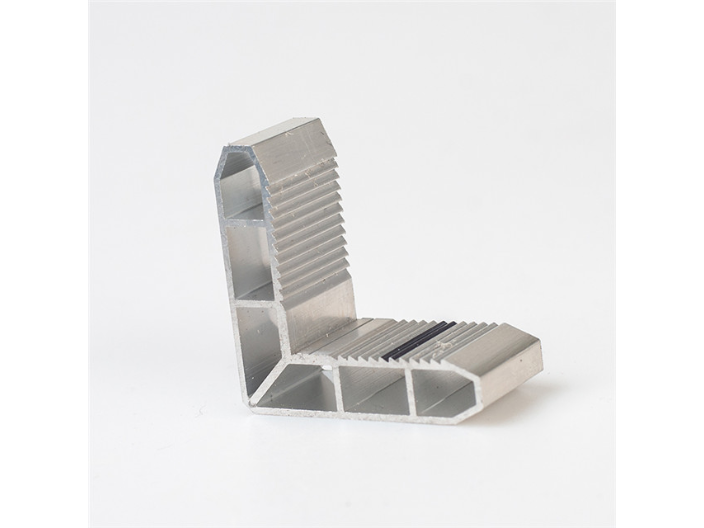
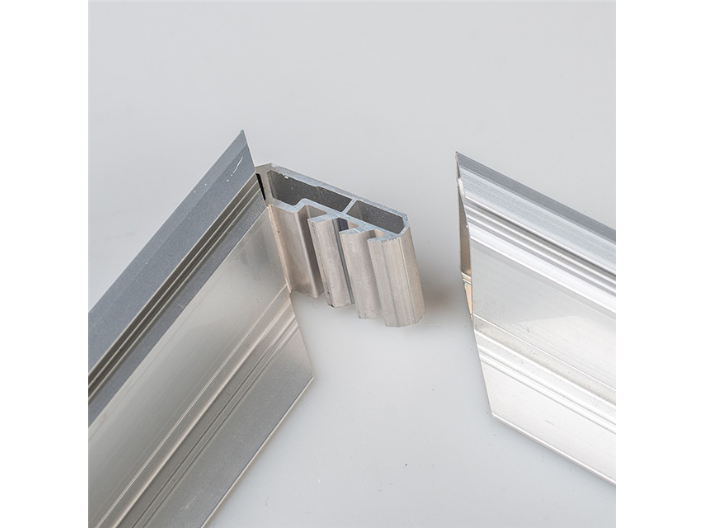
太陽能鋁封裝邊框的分類。說道太陽能鋁封裝邊框不得不先說說太陽能電池的種類,太陽能電池主要分為晶硅電池和薄膜電池。而目前大量使用的太陽能電池就是晶硅電池,晶硅電池又分為單晶硅和多晶硅兩種。而不管是單晶硅還是多晶硅,都需要用到鋁合金邊框封裝。太陽能鋁邊框的種類跟電池板的大小、薄厚都是密切相關的。我們主要做的是單晶硅電池鋁邊框,邊框按槽口大小可以分為單玻太陽能鋁邊框和雙玻太陽能鋁邊框。雙玻邊框因為有兩層玻璃比較厚,所以邊框的槽口比較款,一般在6-7mm之間,而單玻邊框的槽口寬度一般在4-5mm。根據大小可以分為,60片、72片、80片、96片電池板邊框。這些數字是指電池片的數量,電池片數量越多,電池板的就越大,太陽能鋁邊框的尺寸也越大。太陽能鋁邊框運輸途中如遇到惡劣天氣應做好防御措施。安徽高精度太陽能鋁邊框銷售
太陽能鋁邊框為了保證橫梁上固定電池板的方正,應提前對橫梁進行規方,進行對角線的測量調整。氧化膜太陽能鋁邊框公司
太陽能鋁邊框的生產工藝。鑄棒組織的均勻化處理:為了減少和消除鑄錠的晶內偏析,改善其化學成分和組織結構的不均勻性,對鋁合金鑄棒進行均勻化處理。控制的技術條件是將鑄棒加熱到540-550℃,保溫8-10h,出爐強風冷卻和水霧冷卻。均勻化退火后宜加快冷卻,以保證陽極氧化色澤的均勻性。擠壓和時效工序的工藝技術條件控制:采取控制鑄棒加熱溫度:440-480℃;模具加熱溫度:450-480℃,模具加熱時間小于5h;擠壓筒加熱溫度460-500℃;擠壓速度:12-18m/min;出料口溫度510-550℃;冷卻方式為在線風冷或水霧冷卻;擠壓型材在線淬火后進行時效處理:控制溫度為200±5℃,保溫時間:3h。鋁合金的固溶處理與擠壓過程相結合,可以避免晶粒長大,提高太陽能鋁邊框的物理機械性能。氧化膜太陽能鋁邊框公司
江蘇蘇鋁新材料科技有限公司位于周莊鎮山泉村萬泉路77號,交通便利,環境優美,是一家生產型企業。蘇鋁是一家有限責任公司(自然)企業,一直“以人為本,服務于社會”的經營理念;“誠守信譽,持續發展”的質量方針。公司擁有專業的技術團隊,具有鋁型材,電池托盤,鋁邊框,可定制鋁加工件等多項業務。蘇鋁以創造高品質產品及服務的理念,打造高指標的服務,引導行業的發展。
- 江蘇太陽能鋁邊框生產廠家 2025-07-22
- 四川抗腐蝕太陽能鋁邊框加工定制 2025-07-22
- 陜西新型太陽能鋁邊框 2025-07-22
- 鋁合金框架太陽能鋁邊框生產商 2025-07-22
- 重慶抗氧化太陽能鋁邊框生產 2025-07-22
- 四川新型太陽能鋁邊框市場價 2025-07-22
- 上海太陽能鋁邊框生產 2025-07-22
- 福建抗氧化太陽能鋁邊框制造商 2025-07-22
- 中國澳門太陽能鋁邊框報價 2025-07-22
- 江西鋁合金框架太陽能鋁邊框加工定制 2025-07-22
- 江西多晶硅太陽能鋁邊框廠家供應 2025-07-22
- 安徽單晶硅太陽能鋁邊框廠家直銷 2025-07-22