彈簧的回火工藝1.加熱:與淬火類似,將彈簧放置在加熱爐中進行回火前的預熱。2.回火:將已經淬火處理好的彈簧放置到回火爐中進行回火處理。回火溫度與時間會直接影響彈簧的機械性能,通常使用中低溫度進行長時間回火,能夠消除淬火過程中出現的殘余應力,降低彈簧的脆性,還能夠提高韌性和延展性。3.控制冷卻速率:回火完成后,彈簧會產生較大的內部應力,需要進行自然冷卻或緩慢冷卻,避免產生新的應力。四、小結熱處理是彈簧制造中一個非常重要的工藝流程,巧妙的熱處理能夠提高彈簧的性能,使其具有更好的電氣和機械特性。要想確保彈簧在制造的過程中能夠達到預期的機械性能指標,必須嚴格按照工藝流程進行處理,避免產生缺陷,確保產品質量。我們知道您擔心的是服務:擁有專業的客服人員和工程師,能夠在線解答您任何的產品問題!廣東不銹鋼301拉力彈簧

彈簧電鍍的工藝流程包括:打磨、清洗、電解處理、電鍍、清洗、熱處理等步驟。具體過程如下:1.打磨:根據彈簧的不同材質和電鍍要求,選擇合適的打磨材料對彈簧進行表面處理,以便于后續的清洗、電解處理和電鍍。2.清洗:通過浸泡在清洗劑中或者噴淋清洗,去除表面污垢和油脂,保證電鍍質量。3.電解處理:使用不同的酸堿度和電壓對銅、鎳等金屬進行電解處理,以便于后續的電鍍。4.電鍍:將彈簧浸入電鍍液中,利用鎳、鉻等金屬離子的還原作用,通過電極反應使金屬鍍在彈簧表面,形成彈簧電鍍層。5.清洗:用水和清洗劑將電鍍后的彈簧表面清洗干凈,以便于后續的熱處理。6.熱處理:對已經電鍍的彈簧進行高溫處理,使得電鍍層與彈簧本身更好地結合,提高彈簧的強度和耐腐蝕性。廣東耐疲勞拉簧價格我們知道您關心的是質量:20年專注耐疲勞彈簧的生產定制廠家,良品率在99.8%以上!

彈簧的表面處理有什么作用?(1)金屬保護層種類很多,就彈簧而言,一般是用電鍍的方法以獲得金屬保護層。電鍍保護層不但可以保護不受腐蝕,同時能改善彈簧的外觀。有些電鍍金屬還能改善彈簧的工作性能,例如提高表面硬度,增加抗磨損能力,提高熱穩定性,防止射線腐蝕等。但如果單純為了彈簧的腐蝕,一般應選用電鍍鋅層與電鍍鎘層。彈簧鍍鋅的作用(2)鋅在干燥的空氣中較安定,幾乎不發生變化,不易變色。在潮濕的空氣中會生成一層氧化鋅或碳式碳酸鋅的白色薄膜。這層致密的薄膜可阻止繼續遭受腐蝕。因此鍍鋅層用于彈簧在一般大氣條件下防腐蝕保護層。凡與硫酸、鹽酸、苛性鈉等溶液相接觸,以及在三氧化硫等氣氛的潮濕空氣中工作的彈簧,均不宜用鋅鍍層。
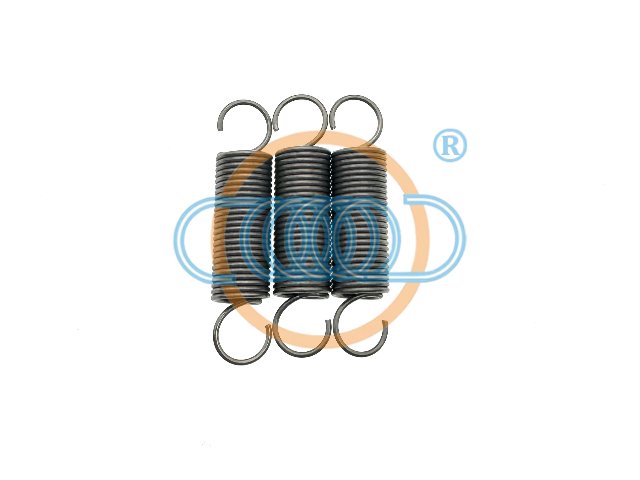
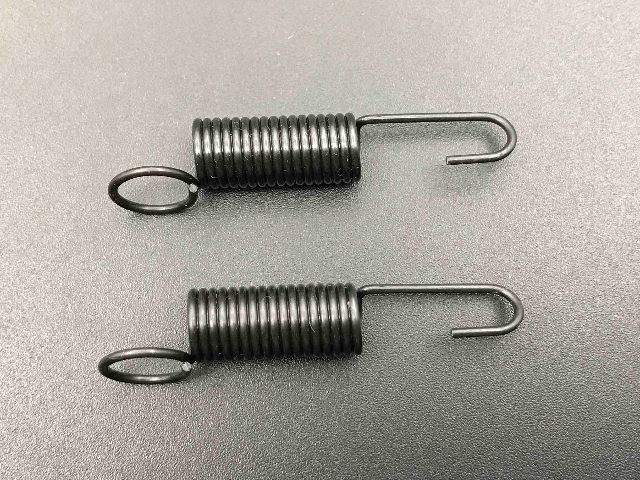
拉伸彈簧是指在外力拉伸下能產生彈性形變,具有吸收和儲存機械能的能力,并在外力作用消失后恢復原狀的一種彈簧。拉伸彈簧的主要作用是產生拉力或張力,例如:彈簧秤、電動機的拉力傳動、汽車上的剎車拉鉤等。在機械設備或工作機構傳遞力量時,拉伸彈簧可以起到平衡作用,使機械運動更加平穩。拉伸彈簧的材料常見的包括高碳鋼、合金鋼、不銹鋼、黃銅、鈷合金等。不同材料的彈簧使用范圍有所不同,需要根據具體應用場景進行選擇。拉伸彈簧一般分為:1.直形拉伸彈簧:也叫直線彈簧,形狀為圓柱形、方形或矩形等。應用較多,例如:汽車上的剎車拉鉤、拉門彈簧等。2.卷形拉伸彈簧:也叫卷曲彈簧、螺旋彈簧。形狀為螺旋狀,應用較廣,例如:鐘表彈簧、發條、拉手彈簧等。3.針形拉伸彈簧:形狀為針狀或直徑很小的螺旋狀。用于高速、大荷載、小位移的場合,如發動機氣門彈簧。拉伸彈簧的材質決定了其適用場景和壽命。
拉伸彈簧是一種應用于工業領域的彈性元件,具有重要的功能和應用價值。它不僅在機械制造、汽車、航空航天等行業中扮演著重要角色,同時也被運用于家電、通訊設備等日常生活領域。作為一種零部件,拉伸彈簧的研發需要精密的設計和試驗驗證,以確保產品的質量和性能達到標準要求。生產過程中需要嚴格控制材料選用、加工工藝等環節,以確保產品在使用過程中能夠穩定可靠。我們將加強與客戶的溝通和合作,根據客戶需求提供個性化的解決方案。隨著人們對產品質量和使用體驗的要求提高,拉伸彈簧的功能和應用范圍也將不斷擴大。我們將繼續加大對研發和創新的投入,不斷優化產品的設計和性能,以滿足市場的需求。我們公司對拉伸彈簧產品的承諾是,始終以客戶需求為導向、高性能的產品。我們將嚴格控制產品的生產過程,確保產品的質量和可靠性。同時,我們致力于與客戶建立長期的合作關系,提供及時的售后服務和支持,以解決客戶在使用過程中的問題和需求。我們相信,通過我們的努力和客戶的支持,拉伸彈簧產品將會在市場上取得更大的成功。我司全天在線服務,您在使用彈簧或者購買彈簧的過程中有任何的疑問,歡迎您與我司客服工作人員聯系。廣東環保型拉伸彈簧送貨上門
玖勝拉伸彈簧的定制化服務能夠滿足客戶特殊的需求和規格。廣東不銹鋼301拉力彈簧
彈簧脆裂的原因及預防措施:1、形狀效應,主要是設計因素造成,如圓角R過小、孔穴位置設置不當,截面過渡不好。2、過熱(過燒),主要是由控溫不準或跑溫、工藝設置溫度過高、爐溫不均等因素造成,預防措施包括檢修、校對控溫系統,修正工藝溫度,在工件與爐底板間加墊鐵等。3、脫碳,主要由過熱(或過燒)、空氣爐無保護加熱、機加余量小,鍛造或預備熱處理殘留脫碳層等因素造成,預防措施為可控氣氛加熱,鹽浴加熱,真空爐、箱式爐采用裝箱保護或使用防氧化涂料;機加工余量加大2~3mm。4、冷卻不當,主要是冷卻劑選擇不當或過冷造成,應當掌握淬火介質冷卻特性或回火處理。5、原材料組織不良,如碳化物偏析嚴重,鍛造質量差,預備熱處理方法不當等,預防措施是采用正確的鍛造工藝和合理的預備熱處理制度。廣東不銹鋼301拉力彈簧