- 品牌
- 浙江宏馳
- 型號
- 型號齊全
- 材質
- 碳鋼,不銹鋼
- 通徑類型
- 異徑彎頭,同徑彎頭
- 連接形式
- 法蘭連接
- 角度
- 45°彎頭,90°彎頭
- 加工定制
- 是
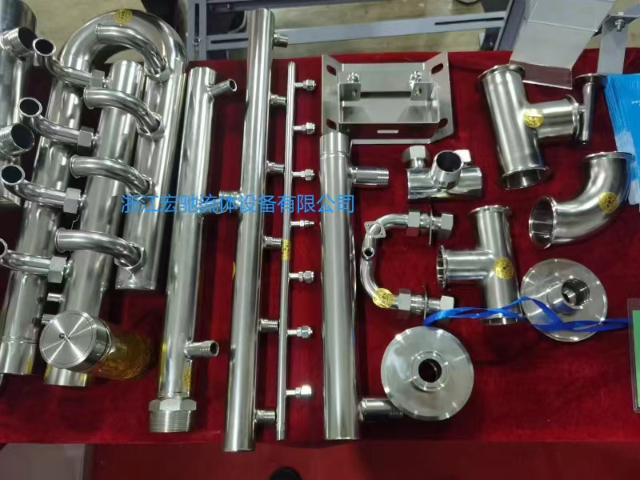
變角度彎頭突破傳統固定角度限制,可以在一定范圍內靈活調節轉向角度,適用于復雜管路布局場景。采用分段式結構設計,通過鉸鏈或球形接頭連接各段彎頭,配合鎖緊裝置實現角度固定。在船舶機艙狹小空間內,變角度彎頭可根據設備位置與管道走向,現場調整彎曲角度,解決傳統彎頭安裝不便的難題;在市政地下管網改造中,無需重新鋪設管道,通過調節變角度彎頭即可修正管路方向,大幅縮短了施工周期,降低了改造成本,提升了工程靈活性。焊接、法蘭、螺紋等連接,適配不同工況,正確選用讓彎頭與管道緊密協作,穩定輸送介質。杭州不銹鋼彎頭制造

雙金屬復合彎頭制作:雙金屬復合彎頭制作主要有離心鑄造和堆焊兩種工藝。離心鑄造法是將兩種不同金屬材料先后澆入高速旋轉的模具中,利用離心力使外層碳鋼和內層耐磨合金(如高鉻合金)緊密結合;堆焊法則是在碳鋼彎頭內壁采用自動堆焊設備,將耐磨合金材料逐層堆焊上去,形成復合層。制作過程中需嚴格控制兩種金屬的結合界面質量,確保無分層、夾雜等缺陷。成型后對彎頭進行機械加工和性能檢測,其兼具碳鋼的強度和耐磨合金的耐磨性,適用于高磨損工況的管道系統。江蘇317彎頭價格咨詢按材質,碳鋼彎頭成本低,不銹鋼彎頭耐腐強,不同材質的彎頭因特性適用于不同行業。

熱推制彎頭制作:熱推制彎頭以管材為坯料,通過中頻感應加熱技術將鋼管加熱至 900 - 1100℃,使其達到塑性狀態。在推制機作用下,鋼管沿模具軸向推進并彎曲成型,過程中金屬組織在高溫高壓下重組,晶粒細化,提升機械性能。此工藝可生產大口徑、厚壁彎頭,通過調節推制速度與模具參數,精確控制彎頭的曲率半徑和壁厚均勻性。生產的彎頭具有良好的表面質量和尺寸精度,廣泛應用于石油、化工等高壓管道系統,是目前主流的彎頭制造工藝之一。
3D 打印彎頭制作:3D 打印彎頭利用增材制造技術,通過逐層堆積金屬粉末或絲狀材料成型。首先根據彎頭設計模型,在計算機中進行切片處理,生成打印路徑。然后采用激光或電子束等能量源,將金屬粉末逐層熔化并堆積,終形成完整的彎頭。打印過程中可實現復雜內部結構設計,如優化流體通道、添加加強筋等。成型后對彎頭進行熱處理和表面處理,提高其機械性能和表面質量。3D 打印工藝具有生產周期短、定制化程度高的特點,適用于小批量、特殊規格彎頭的制造,為彎頭制作帶來新的技術突破。彎頭的制作工藝包括推制、壓制和煨制,推制彎頭壁厚均勻,壓制彎頭精度高,均需通過壓力測試確保密封性。

鍛造彎頭制作:鍛造彎頭以圓鋼或鋼錠為原料,經加熱后在鍛錘或壓力機上通過模鍛或自由鍛成型。鍛造過程中,金屬在高溫下反復擠壓、鐓粗,消除內部疏松、氣孔等缺陷,使組織更加致密,強度和韌性顯著提高。成型后的彎頭需進行粗加工、精加工,達到設計尺寸要求,再通過熱處理(如正火、回火)改善機械性能。 進行無損檢測和理化性能試驗,確保質量達標。鍛造彎頭主要用于高壓、高溫、高要求的管道系統,如電站、石油化工等不同領域。彎頭是管道轉向的關鍵部件,有 45°、90° 等角度,能讓管路輕松轉彎,適配復雜管路布局。蘇州304彎頭安裝
通風系統用彎頭引導氣流轉向,搭配導流葉片減少風阻,優化中央空調送風效率。杭州不銹鋼彎頭制造
碳鋼彎頭作為最常見的基礎管件,以高性價比和良好的通用性,廣泛應用于工業與民用管道系統。采用 Q235、Q345 等普通碳素鋼為原料,經焊接、沖壓或推制工藝制造,可滿足不同壓力等級的輸送需求。在建筑給排水、供熱管網中,碳鋼彎頭搭配防腐涂層,能有效抵御介質腐蝕;在化工、電力行業的中低壓管道中,碳鋼彎頭通過熱處理提升強度,配合法蘭連接,確保系統密封性。因其生產工藝成熟、規格齊全,成為管道工程中都不可或缺的基礎部件。杭州不銹鋼彎頭制造
陶瓷內襯復合彎頭制作:陶瓷內襯復合彎頭制作采用高技術手段將陶瓷與金屬基體結合。一種方法是將高硬度氧化鋁陶瓷片用特種膠黏劑粘貼在彎頭內壁,再通過特殊工藝固化,使陶瓷片與金屬緊密結合;另一種是采用離心自蔓延高溫合成技術,在彎頭內部形成陶瓷涂層。制作過程中需保證陶瓷層均勻、無空鼓,與金屬基體的結合強度高。完成后對彎頭進行性能測試,確保其耐磨、耐腐蝕性能達標。該類彎頭廣泛應用于礦山、電力等高磨損工況的管道系統。安裝彎頭時需注意介質流向,確保弧度平滑過渡,避免出現渦流堵塞,同時預留檢修空間便于后期維護保養。臺州20#彎頭制造長半徑彎頭以較大的彎曲半徑(通常為 1.5 倍管徑),在天然氣、石油輸送等長距離...
- 揚州316彎頭廠家 2025-08-18
- 寧波310S彎頭廠家 2025-08-18
- 揚州316彎頭生產廠家 2025-08-17
- 蘇州20#彎頭銷售 2025-08-17
- 寧波彎頭安裝 2025-08-17
- 寧波316彎頭廠家 2025-08-16
- 揚州彎頭供應商 2025-08-16
- 江蘇304彎頭批量定制 2025-08-16
- 臺州316L彎頭安裝 2025-08-16
- 溫州317彎頭生產商 2025-08-16

- 江蘇316彎頭制造 2025-08-15
- 江蘇316彎頭供應 2025-08-15
- 浙江904L彎頭銷售 2025-08-15
- 江蘇317彎頭供應商 2025-08-14
- 蘇州310S彎頭制造 2025-08-14
- 溫州316L彎頭供應 2025-08-14


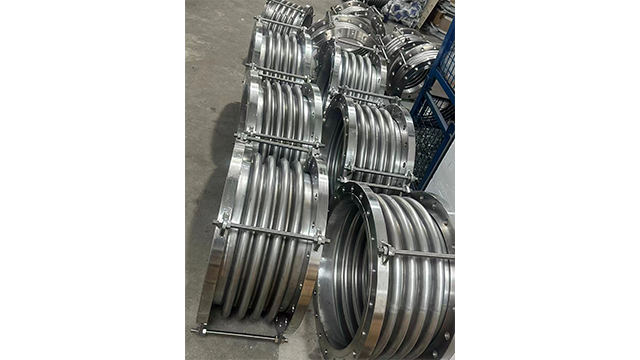

- 寧波卡夾波紋軟管批量定制 08-26
- 江蘇焊接法蘭安裝 08-26
- 杭州法蘭式波紋軟管 08-26
- 揚州316L波紋軟管批量定制 08-26
- 臺州316L波紋軟管供應商 08-26
- 溫州316波紋軟管批量定制 08-26
- 寧波310S波紋軟管生產商 08-25
- 溫州316波紋軟管 08-25
- 溫州310S波紋軟管 08-25
- 江蘇焊接波紋軟管廠家 08-25